燃气用聚乙烯管道焊工必备的知识
文章录入:压力管道许可证咨询网 文章来源:压力管道许可证咨询网 添加时间:2020/5/29
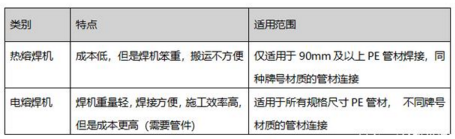
在燃气管道焊接领域,通过焊接方式不同,PE焊机分为热熔焊机和电熔焊机,不同的焊机有不同的特点及其适用范围。
通过人工旋转螺杆控制管材对接,因压力不可精确控制,其安全性不足,不应在燃气管道焊接中使用。燃气管道焊接中允许使用的热熔焊机一般又分为半自动热熔焊机和全自动热熔焊机,半自动热熔焊机需要焊工调节控制温度、压力和时间,而全自动热熔焊机带有主机,可省去这些参数的人工控制,但焊接步骤相同。下面就以半自动热熔焊机为例,介绍具体操作步骤及应注意的细节:
一、首先进行最基础的一步: 检查焊机各个部件是否运行正常,清洁PE管材外表面及其内外端口。
二、将两管材固定在焊机夹具上,检查管材错口率,错口率以不超过管材壁厚的10%为宜,并测试拖动压力(P拖)。
三、放入铣刀,铣削两管材的焊接端面直至铣出连续的长带状碎屑,取出铣刀后,从管材下方取出铣削碎屑,避免用手接触管材端面。接着将两管管端对齐,检查错口率,错口率不得超过管材壁厚的10%。
四、加热板达到规定加热温度后,放入两管管端之间,操纵液压系统,动夹具前进,使管材端面紧贴于加热板上,迅速调整压力至焊接总压力(P2)=拖动压力(P拖)+焊接压力(P1),使管材端面均匀翻边(翻边目的在于使两端面充分加热,受热均匀),当翻边至规定高度后,将液压系统卸压,开启计时器进入加热时间,按照规定时间进行加热
(其中PE管材的加热温度为220±10℃;加热时间应根据管材厚度进行计算,大致为(壁厚×10)秒)。这个步骤对焊接质量影响很大,因此在操作中一定要注意控制时间、温度和压力。
五、加热完成后,迅速取下加热板,操纵动夹具,将两管连接,两管连接完成后形成均匀凸缘,翻边高度和宽度应一致。同时保持液压系统压力,压力应为步骤四中的P2,进入冷却时间,冷却时间为(壁厚×1)min,不得提前拆除夹具。
了解清楚上面5个最主要的步骤之后,你也就大概了解了怎么使用PE热熔焊机了。但是焊接质量好不好,跟焊工在整个操作过程中对细节把握得够不够仔细有很大关系,如:焊工对焊接工艺和操作规程的熟练度、端面的清洁、氧化层的刮除到位与否、管件的贮存条件是否符合标准以及焊接后冷却的过程是否得当等都会影响焊接质量。
此外,对焊机的检验也相当重要,PE焊机需要进行定期检验。对热熔焊机而言,主要检测焊接过程中的焊接压力是否偏差过大,保压性能是否达标,热板温度偏差是否过大;对电熔焊机而言,重点检测焊机实际输出电压是否与管件要求的电压匹配。目的是验证该设备是否符合相应施工规范及标准的要求,是否可以继续用于PE焊接作业。此外,PE焊机检验在焊机铭牌、加热板表面涂层、电源线等外观方面也有要求,焊工在使用中应注意爱护焊机。
大家知道,燃气管道泄露可不是小事呀!PE燃气管道在使用中最容易损坏和发生泄漏的部位,就是管道接口。热熔焊机的焊接压力和热板温度,以及电熔焊机的输出电压,都直接影响每道焊口的质量,即使焊机的这些关键性能偏差很大,但焊工在操作过程中也是无法察觉的,因此,燃气公司就需要专业机构对PE焊机进行检验。疫情期间可能会遇到PE焊机检验积压、超期的困难,如果得不到及时的检验就急于复工复产,这可能会影响到焊接的质量,进而影响到PE管道的使用安全。安全无小事,PE焊机检验要定期。
最后,材料小博士提醒,PE燃气管道焊接安全责任重大,焊接人员应持证上岗。各位焊工应随时保持设备的清洁,防止积尘产生电路故障。如若电器元件有损伤,千万别自行拆卸,还是应该找专业电工或焊机售后进行维修。
通过人工旋转螺杆控制管材对接,因压力不可精确控制,其安全性不足,不应在燃气管道焊接中使用。燃气管道焊接中允许使用的热熔焊机一般又分为半自动热熔焊机和全自动热熔焊机,半自动热熔焊机需要焊工调节控制温度、压力和时间,而全自动热熔焊机带有主机,可省去这些参数的人工控制,但焊接步骤相同。下面就以半自动热熔焊机为例,介绍具体操作步骤及应注意的细节:
一、首先进行最基础的一步: 检查焊机各个部件是否运行正常,清洁PE管材外表面及其内外端口。
二、将两管材固定在焊机夹具上,检查管材错口率,错口率以不超过管材壁厚的10%为宜,并测试拖动压力(P拖)。
三、放入铣刀,铣削两管材的焊接端面直至铣出连续的长带状碎屑,取出铣刀后,从管材下方取出铣削碎屑,避免用手接触管材端面。接着将两管管端对齐,检查错口率,错口率不得超过管材壁厚的10%。
四、加热板达到规定加热温度后,放入两管管端之间,操纵液压系统,动夹具前进,使管材端面紧贴于加热板上,迅速调整压力至焊接总压力(P2)=拖动压力(P拖)+焊接压力(P1),使管材端面均匀翻边(翻边目的在于使两端面充分加热,受热均匀),当翻边至规定高度后,将液压系统卸压,开启计时器进入加热时间,按照规定时间进行加热
(其中PE管材的加热温度为220±10℃;加热时间应根据管材厚度进行计算,大致为(壁厚×10)秒)。这个步骤对焊接质量影响很大,因此在操作中一定要注意控制时间、温度和压力。
五、加热完成后,迅速取下加热板,操纵动夹具,将两管连接,两管连接完成后形成均匀凸缘,翻边高度和宽度应一致。同时保持液压系统压力,压力应为步骤四中的P2,进入冷却时间,冷却时间为(壁厚×1)min,不得提前拆除夹具。
了解清楚上面5个最主要的步骤之后,你也就大概了解了怎么使用PE热熔焊机了。但是焊接质量好不好,跟焊工在整个操作过程中对细节把握得够不够仔细有很大关系,如:焊工对焊接工艺和操作规程的熟练度、端面的清洁、氧化层的刮除到位与否、管件的贮存条件是否符合标准以及焊接后冷却的过程是否得当等都会影响焊接质量。
此外,对焊机的检验也相当重要,PE焊机需要进行定期检验。对热熔焊机而言,主要检测焊接过程中的焊接压力是否偏差过大,保压性能是否达标,热板温度偏差是否过大;对电熔焊机而言,重点检测焊机实际输出电压是否与管件要求的电压匹配。目的是验证该设备是否符合相应施工规范及标准的要求,是否可以继续用于PE焊接作业。此外,PE焊机检验在焊机铭牌、加热板表面涂层、电源线等外观方面也有要求,焊工在使用中应注意爱护焊机。
大家知道,燃气管道泄露可不是小事呀!PE燃气管道在使用中最容易损坏和发生泄漏的部位,就是管道接口。热熔焊机的焊接压力和热板温度,以及电熔焊机的输出电压,都直接影响每道焊口的质量,即使焊机的这些关键性能偏差很大,但焊工在操作过程中也是无法察觉的,因此,燃气公司就需要专业机构对PE焊机进行检验。疫情期间可能会遇到PE焊机检验积压、超期的困难,如果得不到及时的检验就急于复工复产,这可能会影响到焊接的质量,进而影响到PE管道的使用安全。安全无小事,PE焊机检验要定期。
最后,材料小博士提醒,PE燃气管道焊接安全责任重大,焊接人员应持证上岗。各位焊工应随时保持设备的清洁,防止积尘产生电路故障。如若电器元件有损伤,千万别自行拆卸,还是应该找专业电工或焊机售后进行维修。
压力管道安装资质|压力管道安装许可证

联系我们
华道纵横(深圳)技术有限公司
免费咨询:4006-010-725
深圳:130-7782-9315
北京:136-8120-0268
上海:152-2175-9315
青岛:137-9194-1216
杭州:158-6716-8335
西安:139-0928-9277
免费咨询:4006-010-725
深圳:130-7782-9315
北京:136-8120-0268
上海:152-2175-9315
青岛:137-9194-1216
杭州:158-6716-8335
西安:139-0928-9277